精工細作,安全先行——論精密機械加工工廠安全管理體系建設
精密機械加工是現代制造業的核心環節,其生產過程涉及高速旋轉設備、鋒銳刀具、高壓電、重物搬運以及潛在的化學危害。精加工車間對精度要求極高,操作人員精神高度集中,任何微小的疏忽都可能導致嚴重的人身傷害、設備損壞或精密零件報廢。因此,建立一套系統、嚴謹、可執行的安全管理制度,不僅是法律的要求,更是保障企業穩定生產、保護員工生命健康、實現可持續發展的基石。
一、 精加工車間主要安全風險識別
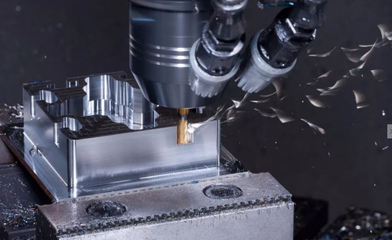
- 機械傷害:最為常見。包括車床、銑床、磨床、加工中心等設備的旋轉部件(如主軸、卡盤、絲杠)引發的卷入、絞傷;鋒利的切屑飛濺造成的割傷、刺傷;工件或工具裝夾不牢導致的高拋射風險。
- 電氣安全:設備線路老化、絕緣破損導致的觸電;冷卻液等導電介質引發的短路;靜電放電對精密電子元件的損害。
- 物體打擊與高處墜落:重型工件、原材料、工具具的吊裝、搬運過程中可能發生的掉落;登高檢修作業時的墜落風險。
- 化學與職業健康危害:切削液、潤滑油、清洗劑可能引起的皮膚過敏、呼吸道刺激或長期健康影響;金屬粉塵(如磨削產生的粉塵)的吸入危害;設備運行產生的噪聲與振動。
- 火災風險:油品、潤滑油、某些塑料材料及電氣線路過熱引發的火災。
二、 精加工車間安全管理制度核心內容
一套有效的安全管理制度應覆蓋“人、機、料、法、環”全要素,其核心框架應包括:
- 安全責任制體系:
- 明確企業法人、車間主任、班組長、一線操作工各級人員的安全職責,簽訂安全生產責任書。
- 設立專職或兼職安全管理員,負責日常監督、檢查與培訓組織。
- 安全教育培訓制度:
- 三級安全教育:廠級、車間級、班組級教育必須嚴格落實,確保新員工、轉崗員工、復工員工掌握基本安全知識和崗位風險。
- 專項培訓:針對數控設備操作、特種作業(如行車、電工)、危險化學品使用等進行專門培訓并持證上崗。
- 持續教育:定期組織安全案例分享、操作規程復訓、應急演練,強化員工安全意識。
- 設備與作業安全操作規程:
- 為每臺設備制定詳細、圖文并茂的安全操作規程,重點標注危險點及防護措施。強制要求操作前檢查設備安全裝置(如防護罩、急停按鈕、光柵)是否完好有效。
- 嚴格執行“定人定機”制度,非本機操作人員未經許可不得操作。
- 規范裝夾、測量、清理切屑等輔助作業流程,嚴禁在設備運行時進行上述操作。
- 個人防護裝備(PPE)管理制度:
- 強制規定并配備必要的PPE:防護眼鏡(防飛屑)、安全帽(在特定區域)、防砸防穿刺安全鞋、防噪耳塞/耳罩、防護手套(適用于搬運,但操作旋轉設備時嚴禁佩戴)、必要時佩戴防塵口罩或呼吸器。
- 明確PPE的發放、使用、維護、更換標準,并監督員工正確佩戴。
- 作業環境與定置管理:
- 保持車間通道暢通,地面無油污、積水、散落零件及切屑,推行“5S”管理(整理、整頓、清掃、清潔、素養)。
- 工件、工具、量具、半成品定置擺放,防止雜亂引發的絆倒、掉落事故。
- 確保照明充足,特別是加工區域的局部照明。保持良好通風,降低粉塵和油霧濃度。
- 危險作業審批與監護制度:
- 對動火作業、臨時用電、有限空間作業、高處作業、大型工件吊裝等高風險作業,必須執行作業票審批制度,明確安全措施,設置專人現場監護。
- 安全檢查與隱患排查治理制度:
- 建立日常巡檢(班組)、專項檢查(部門)、綜合大檢查(公司)三級檢查機制。
- 對發現的隱患建立臺賬,按照“定整改責任人、定整改措施、定整改時限、定整改驗收人”的原則閉環管理。
- 鼓勵員工報告未遂事件和安全隱患,建立非懲罰性報告文化。
- 應急預案與事故處理制度:
- 制定針對火災、觸電、機械傷害、化學品泄漏等可能事故的現場應急處置方案。
- 在車間明顯位置配備急救箱、滅火器、洗眼器等應急設施,并定期檢查維護。
- 定期組織應急疏散和救援演練。
- 明確事故報告、調查、分析與處理的流程,堅持“四不放過”原則,防止同類事故再發生。
三、 安全文化的培育
制度是骨架,文化是靈魂。精加工車間的安全管理最終要依靠每一位員工的內生動力。管理層應以身作則,通過安全會議、宣傳欄、安全標語、正向激勵(安全標兵評選)等多種形式,營造“人人講安全、事事為安全、時時想安全”的文化氛圍,使安全行為從“強制遵守”轉變為“自覺習慣”。
精密機械加工,精于毫厘,亦需安若磐石。一套科學嚴謹的安全管理制度,配合持續的教育培訓、嚴格的執行監督和深入人心的安全文化,方能構筑起牢固的安全防線,確保精加工車間在追求卓越品質與效率的實現零事故的安全生產目標,為企業的穩健運營和員工的幸福安康保駕護航。
如若轉載,請注明出處:http://m.lysdn.cn/product/643.html
更新時間:2026-01-01 10:56:25